
様々な工程を経て生まれる日本酒。その最初の工程が「精米」。縄文時代末期に稲作文化とともに渡来したと伝わるこの技術。酒造りの歴史において、美味い酒を醸すために欠かせぬものとして、方法を変えながら進化を続けてきました。その精米技術の先駆者としてこの分野を牽引してきたサタケ。蔵入りを前に、精米への理解を深めるため、その現場を訪問しました。


「吟醸」とは「原料を吟味して醸す」を本来の語義とし、明治時代に良酒醸造を表す言葉として生まれましたが、現在の酒造業界においては、主に高精白のお米で酒を醸す意味で使われています。つまり、近年の吟醸酒の大きな発展には精米工程の技術革新が大きく関与しているのです。



日本屈指の酒どころであり、当蔵の職人も属する丹波杜氏が活躍した灘は、急流河川に恵まれていたことから、水車を動力源に高度の精米を行い、良酒を醸造していました。対して、河川を動力に利用できなかった広島では、人力による足踏み式の精米が主流でしたが、1896年に佐竹利市氏(株式会社サタケ創業者)が、苦心の末に国内初の動力式精米機を発明。その後も改良を重ねて1908年に研削式精米機を開発し、高精白の精米を可能にしました。明治初期には精米歩合80%~90%が主流でしたが、広島ではいち早く精米歩合55%程度までお米を削れるように。当時広島杜氏によって確立された軟水で良質な酒を造る醸造法も相まって、日本三大酒どころの一つとして現在の吟醸造りの基盤を築きました。
サタケが2018年に新開発したのが「真吟精米」。米の磨き方で日本酒の香味が変わるという最先端技術。当蔵では「真吟精米」の開発者・川上晃司氏にこの技術を紹介いただき、酒造りに取り入れてきました。
従来の精米機で磨くと米は球形状になっていきますが(球形精米)、真吟精米では米の厚さ方向を研磨し(扁平・原形精米)、日本酒の雑味のもととなるタンパク質を効率よく取り除くことができます。

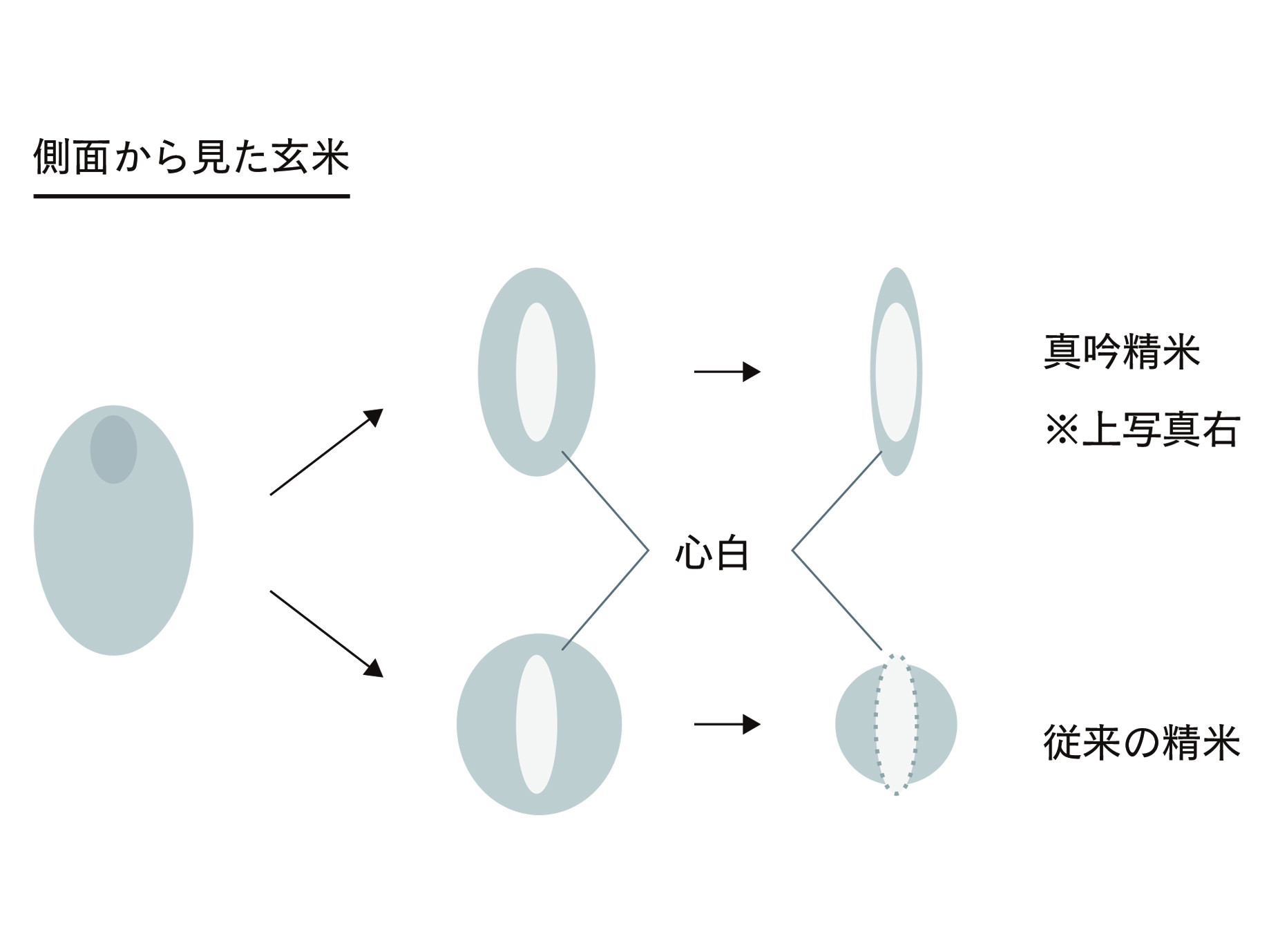
上図解説:
雑味のもととなるタンパク質は米の表面付近に多く分布しており、一方酒米の中心部の「心白」はその含有率が比較的に少ない。真吟精米は心白に近しい形で削ることで、不要な成分のみを効率的に削減できる。
(参照:https://www.shingin.jp/about/seimai)
球形精米で精米歩合50%の場合のタンパク質含有量と比較し、真吟精米では精米歩合70%まで研削すればほぼ同等に。タンパク質由来のアミノ酸が少なくなり、米を磨かなくても淡麗でスッキリとした味わいを表現できる可能性が広がりました。川上氏はこの精米法を施したお米を「平べったく輝く米」とも表現されましたが、蔵元で初めて真吟でお酒を醸した際には、その輝きを象るようにクリアで純粋な香味に驚いたものです。

先駆者として精米分野を牽引するサタケでは、その未来に向け、技術者の方々が根気強く研究を進めておられます。平らに磨かれた米の美しい輝きに魅了された私たちは、酒造界における「吟醸」の意味がこの先変わる予感さえ覚えながら、酒どころ・西条の地を後にしました。これから当蔵では酒米品種「Hyogo Sake 85」にこの真吟精米を採用し、良酒醸造に活かしてまいります。